期刊文章
过刊浏览
- Volumes 84-95 (2024)
-
Volumes 72-83 (2023)
-
Volume 83
Pages 1-258 (December 2023)
-
Volume 82
Pages 1-204 (November 2023)
-
Volume 81
Pages 1-188 (October 2023)
-
Volume 80
Pages 1-202 (September 2023)
-
Volume 79
Pages 1-172 (August 2023)
-
Volume 78
Pages 1-146 (July 2023)
-
Volume 77
Pages 1-152 (June 2023)
-
Volume 76
Pages 1-176 (May 2023)
-
Volume 75
Pages 1-228 (April 2023)
-
Volume 74
Pages 1-200 (March 2023)
-
Volume 73
Pages 1-138 (February 2023)
-
Volume 72
Pages 1-144 (January 2023)
-
Volume 83
-
Volumes 60-71 (2022)
-
Volume 71
Pages 1-108 (December 2022)
-
Volume 70
Pages 1-106 (November 2022)
-
Volume 69
Pages 1-122 (October 2022)
-
Volume 68
Pages 1-124 (September 2022)
-
Volume 67
Pages 1-102 (August 2022)
-
Volume 66
Pages 1-112 (July 2022)
-
Volume 65
Pages 1-138 (June 2022)
-
Volume 64
Pages 1-186 (May 2022)
-
Volume 63
Pages 1-124 (April 2022)
-
Volume 62
Pages 1-104 (March 2022)
-
Volume 61
Pages 1-120 (February 2022)
-
Volume 60
Pages 1-124 (January 2022)
-
Volume 71
- Volumes 54-59 (2021)
- Volumes 48-53 (2020)
- Volumes 42-47 (2019)
- Volumes 36-41 (2018)
- Volumes 30-35 (2017)
- Volumes 24-29 (2016)
- Volumes 18-23 (2015)
- Volumes 12-17 (2014)
- Volume 11 (2013)
- Volume 10 (2012)
- Volume 9 (2011)
- Volume 8 (2010)
- Volume 7 (2009)
- Volume 6 (2008)
- Volume 5 (2007)
- Volume 4 (2006)
- Volume 3 (2005)
- Volume 2 (2004)
- Volume 1 (2003)
Volume 42
Wang, Z., Lim, C. J., & Grace, J. R. (2019). Biomass torrefaction in a slot-rectangular spouted bed reactor. Particuology, 42, 154-162. https://doi.org/10.1016/j.partic.2018.02.002
Biomass torrefaction in a slot-rectangular spouted bed reactor
Ziliang Wang *, C. Jim Lim, John R. Grace
Department of Chemical and Biological Engineering, University of British Columbia, Vancouver, Canada
10.1016/j.partic.2018.02.002
Volume 42,
February 2019,
Pages 154-162
Received 24 October 2017, Revised 24 January 2018, Accepted 6 February 2018, Available online 30 June 2018, Version of Record 21 January 2019.
E-mail:
zwang@chbe.ubc.ca
Highlights
• A slot-rectangular spouted bed torrefaction reactor was designed and characterized.
• Temperature and biomass feed rate affected spruce–pine–fir sawdust torrefaction.
• Weight loss and energy yield of the torrefied sawdust ranged from 7% to 39% and 67% to 99%.
• Biomass particle size decreased markedly as a result of torrefaction.
Abstract
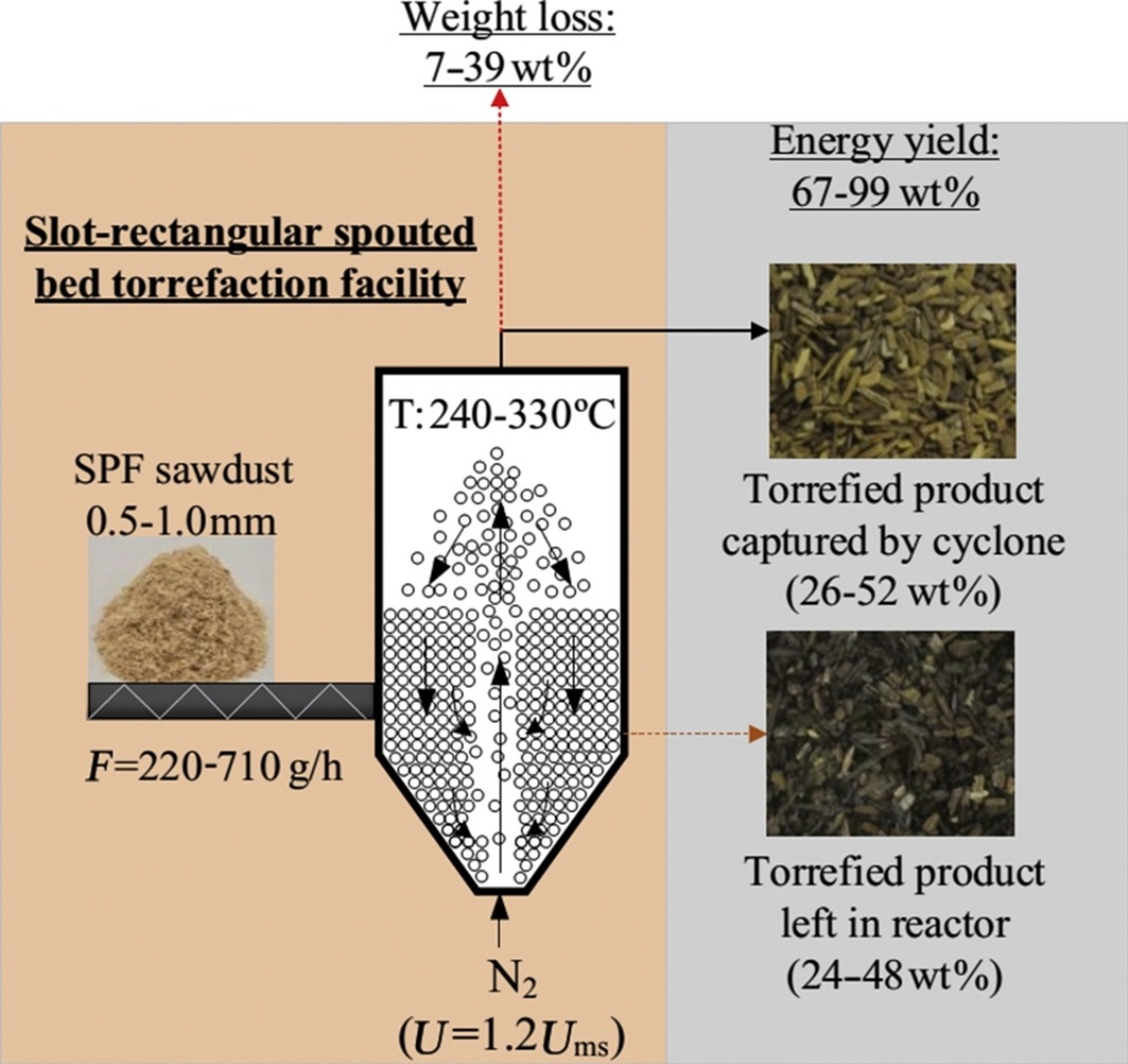
Sawdust was subjected to torrefaction in a "semi-batch" slot-rectangular spouted bed (SRSB) reactor at temperatures from 240 to 330 °C and biomass feed rates from 220 to 710 g/h. Stable spouting of the sawdust was achieved in the slot-rectangular spouted bed, although the pressure drop across the reactor was observed to oscillate. Compared to the biomass feed rate, the temperature had a greater effect on the biomass weight loss and energy yield. Increases in temperature were found to promote weight loss of the sawdust while decreasing the energy yield. The main solid product was the torrefied sawdust, which remained in the SRSB reactor and was captured by a cyclone. The ratio of the torrefied biomass removed by the cyclone to the total torrefied biomass increased along with both the feed rate and temperature. After undergoing torrefaction, 6.7%–39.2% of the original sawdust mass was lost while 67.4%–98.7% of its energy was retained. The torrefied sawdust had a higher carbon content but less oxygen, hydrogen and volatiles, along with a greater higher heating value and increased density compared to the raw sawdust. The size of the sawdust particles also decreased markedly during the torrefaction process.
Graphical abstract
Keywords
Torrefaction; Slot-rectangular spouted bed reactor; Temperature; Biomass feed rate; Torrefied sawdust property
文章导读