期刊文章
过刊浏览
- Volumes 84-95 (2024)
-
Volumes 72-83 (2023)
-
Volume 83
Pages 1-258 (December 2023)
-
Volume 82
Pages 1-204 (November 2023)
-
Volume 81
Pages 1-188 (October 2023)
-
Volume 80
Pages 1-202 (September 2023)
-
Volume 79
Pages 1-172 (August 2023)
-
Volume 78
Pages 1-146 (July 2023)
-
Volume 77
Pages 1-152 (June 2023)
-
Volume 76
Pages 1-176 (May 2023)
-
Volume 75
Pages 1-228 (April 2023)
-
Volume 74
Pages 1-200 (March 2023)
-
Volume 73
Pages 1-138 (February 2023)
-
Volume 72
Pages 1-144 (January 2023)
-
Volume 83
-
Volumes 60-71 (2022)
-
Volume 71
Pages 1-108 (December 2022)
-
Volume 70
Pages 1-106 (November 2022)
-
Volume 69
Pages 1-122 (October 2022)
-
Volume 68
Pages 1-124 (September 2022)
-
Volume 67
Pages 1-102 (August 2022)
-
Volume 66
Pages 1-112 (July 2022)
-
Volume 65
Pages 1-138 (June 2022)
-
Volume 64
Pages 1-186 (May 2022)
-
Volume 63
Pages 1-124 (April 2022)
-
Volume 62
Pages 1-104 (March 2022)
-
Volume 61
Pages 1-120 (February 2022)
-
Volume 60
Pages 1-124 (January 2022)
-
Volume 71
- Volumes 54-59 (2021)
- Volumes 48-53 (2020)
- Volumes 42-47 (2019)
- Volumes 36-41 (2018)
- Volumes 30-35 (2017)
- Volumes 24-29 (2016)
- Volumes 18-23 (2015)
- Volumes 12-17 (2014)
- Volume 11 (2013)
- Volume 10 (2012)
- Volume 9 (2011)
- Volume 8 (2010)
- Volume 7 (2009)
- Volume 6 (2008)
- Volume 5 (2007)
- Volume 4 (2006)
- Volume 3 (2005)
- Volume 2 (2004)
- Volume 1 (2003)
Volume 45
Zhang, X., Zhai, G., Qian, W., Zhang, H., Sun, Q., & Ying, W. (2019). Numerical simulation of effect of gas distributor on Fischer–Tropsch synthesis in fluidized-bed reactor. Particuology, 45, 98-104. https://doi.org/10.1016/j.partic.2018.07.012
Numerical simulation of effect of gas distributor on Fischer–Tropsch synthesis in fluidized-bed reactor
Xiaolai Zhang a, Guangwei Zhai b, Weixin Qian a, Haitao Zhang a, Qiwen Sun b, Weiyong Ying a *
a Engineering Research Center of Large Scale Reactor Engineering and Technology, Ministry of Education, State Key Laboratory of Chemical Engineering, East China University of Science and Technology, Shanghai 200237, China
b State Key Laboratory of Coal Liquefaction and Coal Chemical Technology, Shanghai 201203, China
10.1016/j.partic.2018.07.012
Volume 45,
August 2019,
Pages 98-104
Received 21 March 2018, Revised 2 July 2018, Accepted 24 July 2018, Available online 10 February 2019, Version of Record 10 June 2019.
E-mail:
wying@ecust.edu.cn
Highlights
• Fluidized-bed reactor CFD model was coupled with Fischer–Tropsch synthesis reaction.
• Fischer–Tropsch species included CO, H2, H2O, CH4, C3H8, C10H22, and C22H46.
• Branched pipe and circular gas distributors were designed.
• Circular distributor gave better gas–solid contact than branched pipe distributor.
• This led to higher reaction rates and higher solid-phase temperature distribution.
Abstract
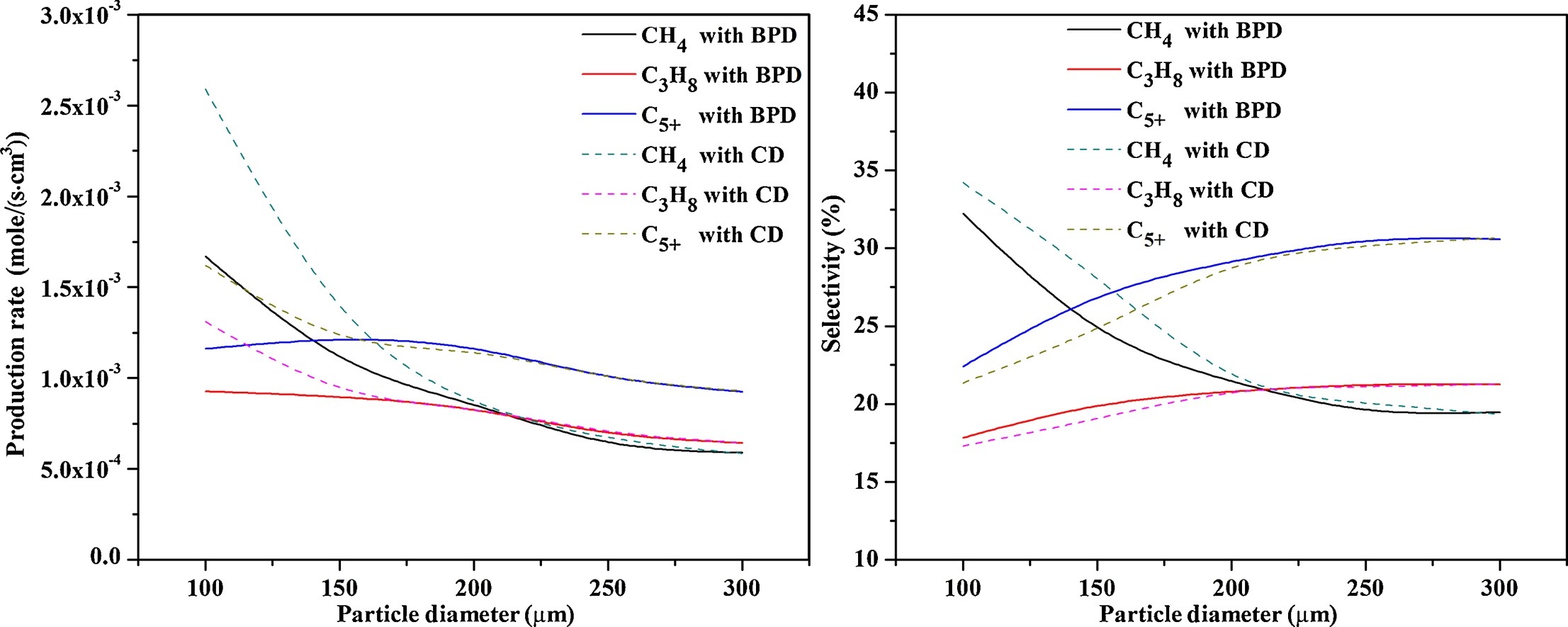
Circular and branched pipe distributors were designed for Fischer–Tropsch synthesis in a fluidized-bed reactor. A numerical investigation of the effects of these distributors on product selectivity and production rate was performed. Under the same conditions, the circular distributor gave higher production rates for small diameter particles. For superficial gas velocities ranging from 5 to 15 times the minimum fluidization velocity, the production rates of methane and C5+ (the sum of C10H22 and C22H46) were 18%, which was 2% higher than those using the branched pipe distributor, while the C5+ selectivity was 1% lower. For deeper beds, the circular distributor led to higher production rates and the selectivity for C5+ was 5% lower than that using the branched pipe distributor.
Graphical abstract
Keywords
Fischer–Tropsch synthesis; Fluidized bed; Gas distributor; Numerical simulation
文章导读