Volume 104
Wu, Y., Chu, F., Zhang, C., Yan, H., Wang, L., & Zhou, Z. (2025). Influence of spreader geometries on powder bed quality with rough substrate surfaces in laser powder bed fusion process. Particuology, 104, 289-301. https://doi.org/10.1016/j.partic.2025.07.007
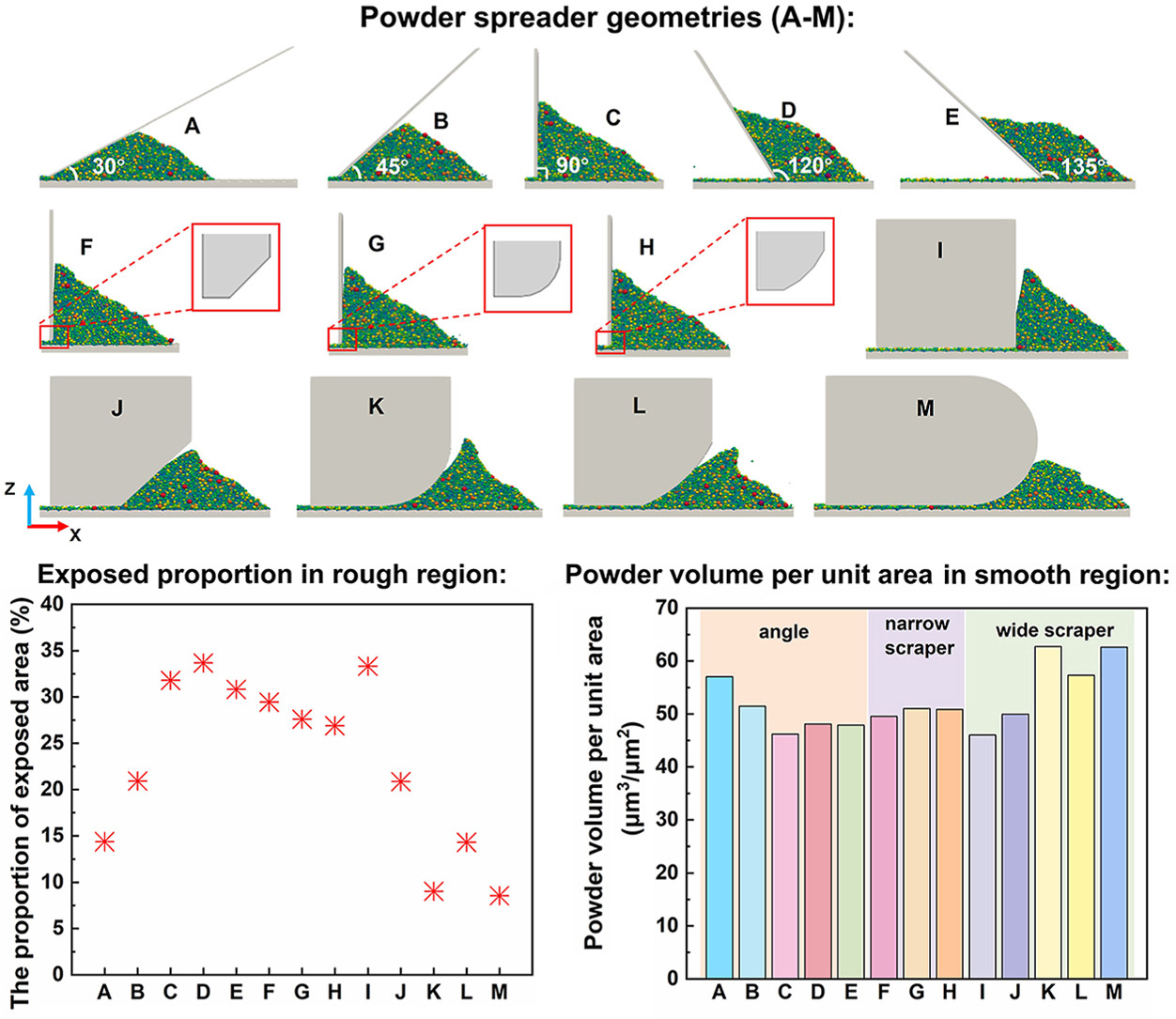
Influence of spreader geometries on powder bed quality with rough substrate surfaces in laser powder bed fusion process
Yaping Wu a b, Fuzhong Chu c, Chaocai Zhang a b, Hongyu Yan a b, Lin Wang d, Zongyan Zhou a b c *
a Jiangxi Provincial Key Laboratory of Particle Technology, Jiangxi University of Science and Technology, Nanchang, 330013, China
b Research Centre for Intelligent Mineral Processing & Metallurgy, Jiangxi University of Science and Technology, Nanchang, 330013, China
c ARC Research Hub for Smart Process Design and Control, Department of Chemical and Biological Engineering, Monash University, Melbourne, VIC, 3800, Australia
d Resource & Recycling, Department of Engineering Structures, Faculty of Civil Engineering and Geosciences, Delft University of Technology, 2628 CN, Delft, the Netherlands
10.1016/j.partic.2025.07.007
Volume 104,
September 2025,
Pages 289-301
Received 25 January 2025, Revised 2 May 2025, Accepted 9 July 2025, Available online 16 July 2025, Version of Record 29 July 2025.
E-mail:
zongyan.zhou@jxust.edu.cn
Highlights
• Spreader geometry effect on powder bed quality over rough surfaces is evaluated.
• Spreaders with smaller tilt angles can significantly improve powder bed density.
• Arc-shaped spreaders can improve packing density and distribution uniformity.
• R1000 and half-roundblade spreaders perform best at high spreading speeds.
Abstract
The quality of parts manufactured by laser powder bed fusion is closely related to the uniformity and density of the powder bed. In this work, the discrete element method is used to simulate the powder spreading process by different spreader geometries with rough substrate surfaces. The results indicate that reducing the spreader inclination angle significantly increases the number of force chains, enhances compaction, and consequently improves the quality of the powder bed. Studies also show that optimizing the bottom structure of the spreader can effectively reduce exposed areas. An arc-shaped structure promotes particle packing and filling, improving the powder distribution characteristics. A narrow spreader significantly affects the packing density of the powder bed at low layer gaps, whereas a wide spreader is relatively less constrained. At high spreading speeds, the spreader with an inclination angle of 135° produces the highest quality of the powder bed. R1000 performs excellently at larger layer gaps. The above findings provide valuable guidance for optimizing powder spreading strategies in the laser powder bed fusion process.
Graphical abstract
Keywords
Discrete element method; Spreader geometry; Laser powder bed fusion; Powder spreading; Surface roughness
文章导读